


Как подключить аргоновую горелку к полуавтомату?
5 видов сварочных горелок и их назначение
 Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду.
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду.
Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN , вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
Горелка MIG-MAG
Свар. ток при ПВ 60%,
в среде CO2, А
Свар. ток при ПВ 60%,
в среде Ar80% + CO2 20%, А
Диаметр проволоки, мм
Подходит к аппаратам
FB 150 / воздушное охлаждение
IRMIG 160 / IRMIG SYN 160
Аппараты других производителей с силой тока до 160А.
FB 250 / воздушное охлаждение
IRMIG 180 / 200 IRMIG SYN 180 /200
INMIG 200 PLUS/200 SYN LCD / 250 T
Аппараты других производителей с силой тока до 200 А.
FB 350 / воздушное охлаждение
INMIG 315 / 350 T DG
Аппараты других производителей с силой тока до 300 .
FB 400 / воздушное охлаждение
Аппараты других производителей с силой тока до 400 А.
FB 500 / жидкостное охлаждение
INMIG 500 DW SYN / 500 DW SYN PULSE
Аппараты других производителей с силой тока до 500 А.
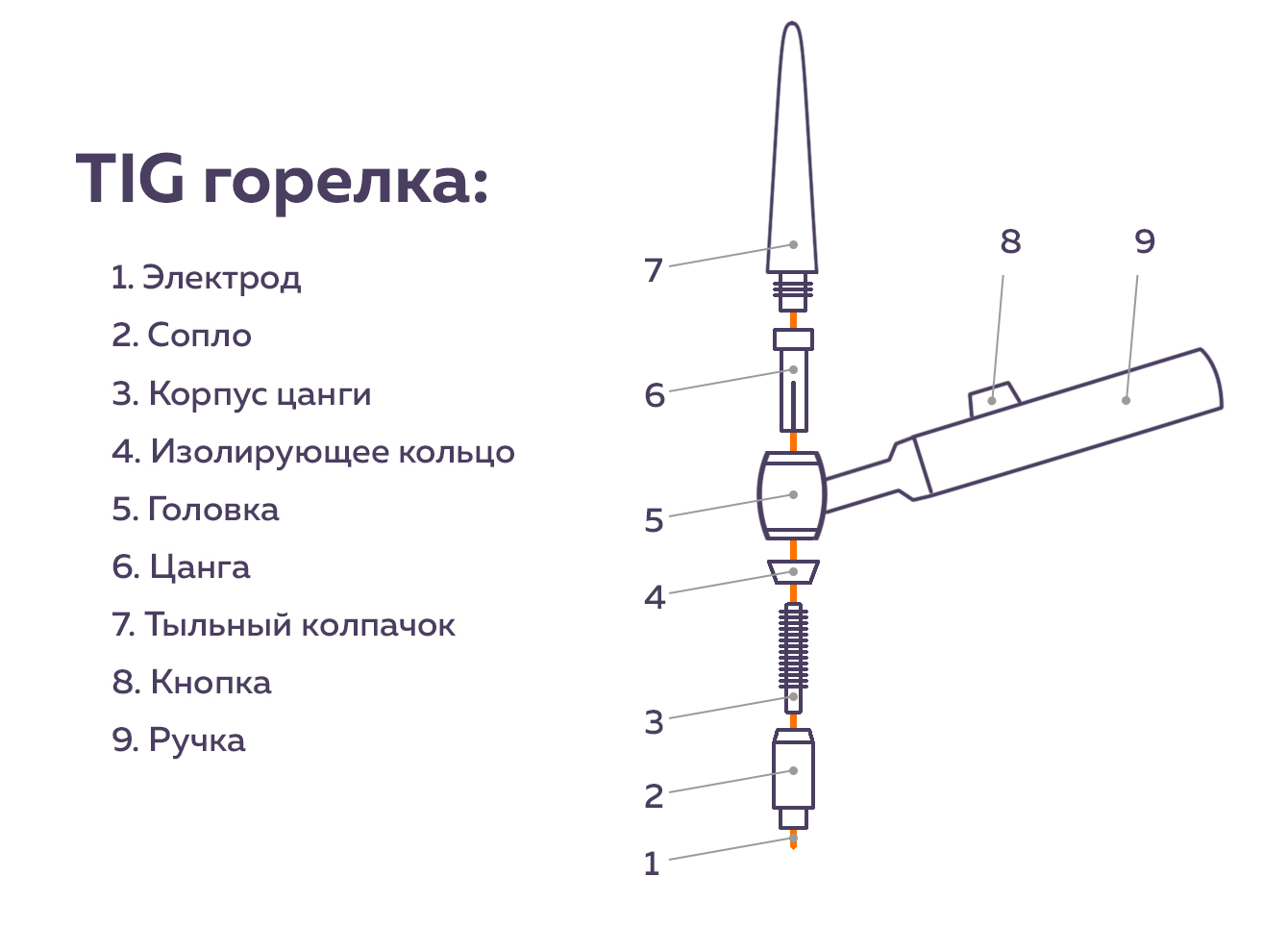
Разновидности сварочных горелок TIG
Многообразие этих существующих элементов для аргоновой сварки обуславливает необходимость их классификации. Так, например, исходя из фактора охлаждения их принято разделять на:
- Аргоновые сварочные горелки с воздушным охлаждением. Ввиду отсутствия в их конструкции элементов, отвечающих за отвод тепла, этот процесс протекает естественным образом. Но при этом они подходят только для работ при невысокой амперности (до 200А).
- Аргонодуговые горелки с водяным охлаждением. Их конструкция дополнена целой системой, что подводит охлаждающую жидкость к корпусу устройства. Такие варианты становятся конструктивно сложнее, а поэтому дороже. Но их можно применять для выполнения швов внушительной протяженности и при значениях рабочих токов 250-600 А.
Другим фактором для классификации является конструктивные особенности ТИГ-горелок. В частности, различают следующие их разновидности:
- Модели, оснащенные вентилем. Наиболее простой вариант, отличающийся доступной ценой и редкими проблемами в эксплуатации. Но не самая удобная для управления разновидность устройств, которая применяется для соединения алюминиевых элементов;
- Модели, оснащенные кнопкой. Этот вариант можно назвать более эргономичным для сварщика. Компактный переключатель с несколькими положениями дает больше возможностей для регулирования. Одним нажатием на кнопку подается газ, разжигается дуга или регулируется сила тока. Особенно такой вариант удобен для новичков в сфере сварки;
- Комбинированные варианты, имеющие кнопку и вентиль одновременно. Такая модель оптимальна для сварщиков с внушительным опытом работ.
Есть и другие разделения этих аксессуаров для аргонодуговой сварки. Например, можно встретить их разделение на горелки с гибким и негибким корпусом.

Желающим купить аргоновую горелку будет также интересно узнать, что эти устройства можно заказать кастомизированными под потребности покупателя. Таким образом, варьируя те или иные параметры, эффективность выполнения задач их владельцем может быть существенно оптимизирована.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.

Присадочная проволока
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:


Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Как настроить аппарат для сварки алюминия — полная инструкция
Содержание:
Комплектующие для сварки. Выбор комплектующих
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Технология
- Сварочный полуавтомат для работы в среде защитного газа. Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
 Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей. Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
 Примерная стоимость сварочной проволоки на Яндекс.маркет
Примерная стоимость сварочной проволоки на Яндекс.маркет
- Аргон в баллоне с редуктором.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
В каких случаях используется сварка аргоном
Этот тип сварки получает все более широкое распространение, нежели прочие способы сваривания металлов, за счет применения в своем процессе особого газа, называемого аргон. Он позволяет изолировать соединяемые металлы от реакции с атмосферой, что не дает им окислиться и потерять прежние свойства. Опытный специалист знает, что аргоновая сварка позволяет сварить любой материал, в зависимости от типа металлов, которые подлежат соединению.
Данный тип сваривания применяться может как для однотипных металлов, так и для, казалось бы, не соединяемых. Эта особенность наиболее широкое применение получила на широкомасштабном производстве. Она хорошо подходит в условиях, когда требуется идеально ровный шов и соединение, например, легированной стали и цветного металла. Таким образом, сварочный аппарат аргон сваривает трубы, ремонтирует любые металлические части машин, разрывы и различные детали из металлов, которые нельзя соединить другим методом сварки по причине окисления их воздухом.
Выделяют сварку аргоном для цветных металлов, меди, чугуна, алюминия и нержавейки. В зависимости от характерных особенностей каждого материала, применяются разные типы электродов, метод сварки и уровень подачи тока на аппарат.

Вывод
На вопрос, что лучше: сварочный полуавтомат или инвертор, лучше выбрать то, что больше подойдет вам для работы. Если предстоят сложные, многоуровневые задачи по сварке, склоните ваш выбор к полуавтоматам. Нельзя считать, что эти сварочные аппараты подходят только для кузовных работ на СТО или в ремонтных мастерских. Проволочный сварочный прибор имеет очень большую область применения. Он может работать даже со сложными металлами, мультисплавами, разными типами газа в разных временных режимах работы. При этом сварочный шов получается просто идеальным. Но инвертор — тоже хорош по-своему, он компактен, удобен, имеет различные фишки, навороты и функции. В общем, для мелких домашних работ или обычных сварочных работ на стройке или заводе, лучше инверторной сварки вы не найдете.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!

